خرپاهای فلزی پیشساخته (آنچه که توسط شرکت فولادسازه خزر استفاده میشود) به صورت کاملاً مکانیزه و توسط دستگاه مخصوص Truss Girder Machine انجام میپذیرد. در این سیستم 5 خط ورودی مفتول وجود دارد که 3 خط آن مربوط به میلهگردهای آجدار بالایی و کششی و دو خط دیگر مربوط به مفتول عرضی است که به صورت زیگزاگ در میآید. اتصال مفتولهای عرضی به روش جوش مقاومتی توسط ماشین انجام میپذیرد.
در کل مراحل تولید خرپا ماشینی به ترتیب زیر میباشد:
– کشش سرد مفتولهای نورد گرم شده جهت آجدار کردن میلهگردهای کششی و بالایی و افزایش استحکام تسلیم و استحکام کششی نهایی
– کشش سرد میلگردهای عرضی برای افزایش استحکام تسلیم
– ساخت خرپا توسط دستگاه Truss Girder Machine به صورت کاملاً اتوماتیک و مکانیزه
– برش خرپا به طولهای تعریف شده
– بازرسی و بستهبندی
مواد اولیه خرپای تیرچه
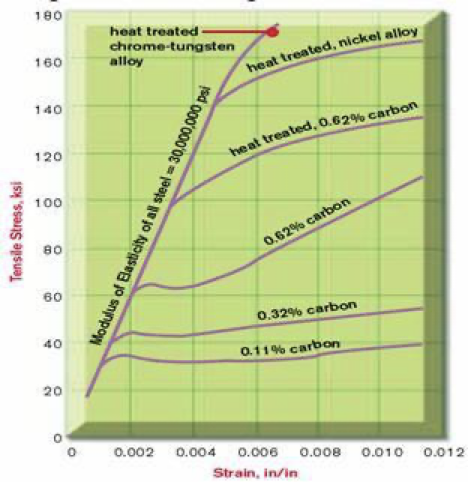
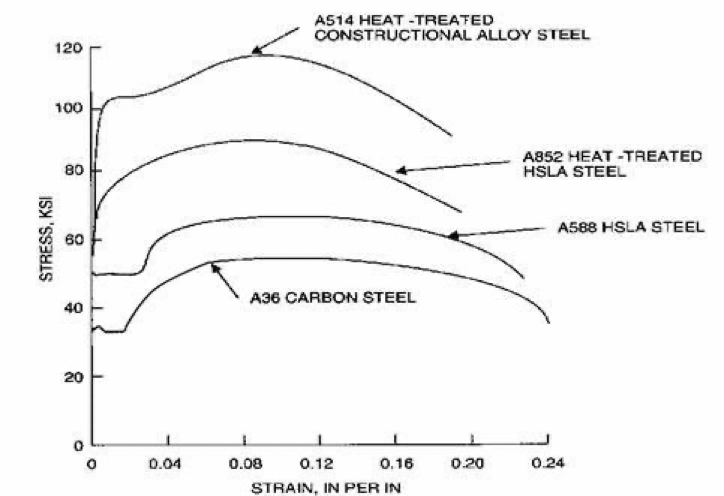
برای ساخت خرپای تیرچه میتوان از انواع فولادهای ساختمانی در دو حالت نورد گرم شده و سرد اصلاح شده استفاده نمود. مهمترین نوع فولادی که در کشور رایج است فولادهای ساختمانی کربنی ساده است. در حالی که در کشورهای صنعتی فولادهای فوق مستحکم کم آلیاژ و میکروآلیاژ با ترکیبات مختلف رایج است که دارای استحکام بالاتر و از همه مهمتر دارای استحکام به وزن بالاتر نسبت به فولادهای کربنی ساده هستند. این دسته از فولادها جوشپذیری بالایی نیز دارند. در شکل زیر منحنی تنش – کرنش و ترکیب شیمیایی چند نوع فولاد ساختمانی با یکدیگر مقایسه میشوند.
مقایسه نمودارها نشان میدهد که مدول الاستیسیته همه آنها در یک سطح است ولی استحکام تسلیم، استحکام کششی و درصد ازدیاد طول آنها متفاوت میباشد.
نوع فولاد
نمونهای از ترکیب شیمیایی (درصد وزنی)
فولاد میکروآلیاژ C = 0.18%, Mn = 1.2% , Si = 0.4%, V =0.06% فولاد ساده کربنی C = 0,18% Mn = 0,8% Si = 0,2%
شکل 1-4- منحنی تنش-کرنش و ترکیب شیمیایی چند نوع فولاد ساختمانی